Powder metallurgy (PM) is a relatively new manufacturing method, although there is some evidence it was practiced by ancient civilisations such as the Egyptians and the Incas. The technique, as we know it today, developed in the late nineteenth and early twentieth century. An area where powder metallurgy is of advantage is in the fabrication of parts made out of materials that is considered to be extremely difficult to machine. In the later part of the twentieth century, the ever increasing need for materials with exotic properties propelled the growth of the industry. PM nowadays ranks high amongst other useful techniques such as casting and machining.
Powder Metallurgy Process
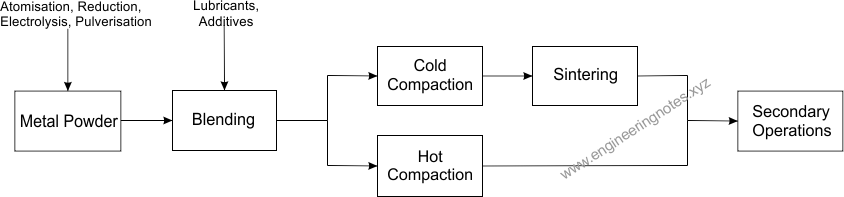
In summary, powder metallurgy involves, firstly, the transformation of solid metal into metal powder. Different powders can then be blended together to form a mixture of two or more metals according to what is desired. However, blending several metal powders is optional as we will see that the advantage of PM goes beyond the ability to mix several powders together. Once lubricant has been added to the mixture, it is then allowed to flow into a die in which it is compressed to form a green compact. Subsequent sintering operation allows the compact to gain strength.
Metal Powder Production
There are several techniques that can be used for the production of metal powders.
Atomisation
One of the most popular methods is atomisation which is the disintegration of liquid metal into powder. It can be subdivided into 3 branches:
- Centrifugal atomisation wherein droplets of liquid metal is ejected from a plate or disk which is made to rotate at high speeds.
- Gas atomisation makes use of a jet of air or noble gas such as nitrogen to turn metal into powder.
- In Water atomisation, the water is forced onto a nozzle at high pressure. The impact of water droplets on the metal causes it to disintegrate into powder.
Each of the three above-mentioned methods have their own relative advantage. For example gas and water atomisation can lead to contamination of the metal or compound. The centrifugal method, however, can produce uncontaminated metal powder. Other factors which differ include the energy consumption and the physical characteristics of the powder. Atomisation can be used to produce both metallic and non-metallic powders.
Oxide Reduction
Metallic powders can also be produced from their ores. Several processes have been commercially developed for this purpose including the Hoganas Sponge Iron Process and the Pyron Process. One of the main differences between the two processes is the choice of reducing agent. The Hoganas process uses carbon while hydrygen is used in Pyron.
Electrolysis
Electrolysis is also a very popular method for producing metallic powders. It is widely used for producing copper, nickel, silver and iron powders. One of the disadvantages of electrolysis is the difficulty to produce fine powders cheaply and quickly. For this reason, electrolysis is sometimes used in conjunction with other methods such as pulverisation.
Pulverisation
This technique involves crushing pieces of metal through shear, compressive or impact mechanical forces to produce fine powders. It may be used on metals that are hard and brittle. Ball mills and vortex mills are common apparatus used for this process.
Blending
Specific quantities of different metals may be blended together to form a mixture that will give the desired properties. Additives and lubricants are also added to the mixture. The lubricant will allow for the flow of the powder into the mould and also help during the removal of the object from the mould.
Compaction
In this process the powder is compressed and made into the part’s final or near final shape. Two basic methods exists for this:
Cold Compaction
A die is used to compress the powder to the desired shaped with forces going as high as 1 GPa may be used. Sufficient force is used so as to give enough green strength which will maintain the shape.
Hot Compaction
It is the same as hot compaction except that the powder is heated and the die needs to be resistant to heat. The next operation which is sintering, may or may not be required for hot compacted parts.
Sintering Process
The sintering process improves the mechanical and physical properties of the green compact. The heat applied is around 0.7 of the absolute melting temperature of the powder. The process will cause the metal powder compact to shrink and bond by diffusion. The shrinkage will cause an increase in the density of the part.
Powder Metallurgy Applications/Products
PM is used widely in the automotive industry for making various engine parts such as porous bushings and connecting rods. It is also used for making filament lamps, turbine discs and self-lubricating bearings.
Advantages
- Less energy required for processing compared to forging.
- Negligible tool wear compared to machining.
- Alloys can be created from compounds that are difficult to mix otherwise, such as due to having different melting points.
- Porous parts can be created with PM that can contain lubricants such as in self-lubricating bearings.
Disadvantages
- There exists a variation in density throughout the part because of compaction. Inner core of part is normally less dense.
- It can be hard to create all types of shapes due to compaction process requirements.